


Sawblade Production in Sweden

At first sight a saw blade might seem to be a relatively simple product. But the fact is that a saw blade is very complex and it passes a wide range of stages during manufacturing, a lot more than people in general think. The description of the manufacturing process and its different stages can be found below
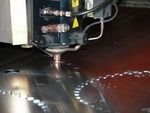
Laser cutting
The saw blade is drawn in a CAD program. A special module is used for calculations and optimizing of every saw blade. The body of the saw blade is cut out via laser and the dimension of the steel is adjusted to minimize the waste. We have a wide-range of steel sheets in stock with varying thicknesses and dimensions. The saw blade’s area of application determines the type of steel used.

Burring
After the laser cutting it is essential to clean the steel body and remove contingent burrs which might have occurred during the laser cutting. This is done by using an automatic belt buffing machine along with manual cleaning.

Tempering
Tempering is one of the most important steps when manufacturing a saw blade. During this process the steel body is heated to around 430°C during the night. Tempering results in a more levelled saw blade. Besides it releases tensions in the material. By adjusting the oven temperature the right steel hardness can be obtained. The hardness is adjusted for each specific saw blade.

Turning
The quality of the centre bore is essential for the saw blade’s performance. A saw blade with a poor centre bore will never work properly. In addition to turning the centre bore to the correct dimension it is crucial to obtain an even and perfect surface. Furthermore the centre bore has chamfers on both sides for increased quality.

Plugging
To reduce vibration and excess noise, which can occur when using the saw blade, it can be equipped with copper rivets (plugs). The plugs are in fastened in holes in the periphery of the saw blade.

Glueing
While in use a saw blade can get into self oscillation causing noise and vibration. This is neither good for the sawing result nor for the working environment. To reduce the risk of this problem it is possible to equip the saw blade with laser tracks filled with damp mass. Swedex was first in the world using this technique. Some of the saw blades are equipped with laser tracks but without glue (damp mass).

Tensioning
To achieve a good cutting result the saw blades must be tensioned by considering the rotation speed and area of use. Tensioning is made by rolling circular tracks into the saw body causing tensions in the steel.

Blasting
To obtain the absolutely best brazing result it is essential to get both the carbide tips and the saw body completely clean. Otherwise the silver solder used when brazing will not attach. To clean the seats on the saw body (where the carbide tips will be fastened) we use a blasting method with metal sand.

Surface grinding
Swedex has throughout the years produced more than 16 000 different models of saw blades with varying kerfs (ranging from 0.9 mm to 13 mm). Despite a comprehensive stock of steel sheets it is impossible to stock all steel dimensions. Therefore surface grinding is used to adjust the thickness of the steel into the right dimension.

Cleaning
Before brazing the saw blade is cleaned to get rid of dirt and grinding dust.

Brazing
The carbide tooth is brazed on the seat of the steel body using a silver solder. Several different types of silver solders are used, but the most common is a three layer silver solder with a copper inlay. This reduces the risk of cracks in the carbide during the brazing operation.
Brazing is a precision task during which the tooth is held completely still whilst it is heated to more than 700°C. We possess several automatic brazing machines for an efficient production process. Although some of the saw blades (for example the ones with wiper slots) are brazed manually by our very competent staff.

Periphery brushing
During the brazing operation the saw blade is heated causing discolouring in the periphery around the carbide tips. In the past sand-blasting was used to reduce the discolouration. The disadvantage in using this method is the fact that the saw body becomes rough which reduces the lifespan of the saw blade. Therefore we have instead chosen to remove the discoloured area by polishing using a steel brush. Swedex was a pioneer in using brushing instead of sand blasting.

Levelling
To obtain best cutting result the saw blade must be levelled. To increase the extent of levelling the saw blade is levelled by using a level ruler and a hammer. This skilful job takes many years to learn. By this operation the flatness run out and the cutting result of the saw blade is determined.

Balancing
An imbalanced saw blade results in unwanted vibration during usage. To prevent this the saw blade is balanced, with an accuracy of approximately one gram depending the size of the diameter. Balancing is particularly important for high quality saw blades used for panel sizing, cutting aluminium etc.

Grinding
Front grindingThe first operation when grinding the carbide tips is front grinding, during Grinding
To achieve a good cutting result the carbide tips must be ground. All sides of the carbide tooth are ground, and the grinding varies in terms of angles and shapes depending on type of saw blade and area of use. which the front (also called the chest) of the tooth is grinded. The front can be ground in several shapes: straight, hollowed or angled. The most common type is straight, but the hollow ground front will result in maximum sharpness and the best cutting performance.
Side grinding The most important grinding of the tooth is the side grinding. Faulty side grinding of one single tooth could cause a non working saw blade since the tooth will scratch into the material to be cut. Swedex uses the latest machines on the market to ensure a high grinding quality. The side grinding can also be varied, and we offer standard or cambered sides for best cutting performance.
Top grinding The last grinding operation is top grinding. The top of the tooth is ground differently depending on the material to be cut, if the saw blade is going to be used for cross cutting versus ripping etc. Swedex has several automatic robot lines for top grinding to obtain efficiency in the production.

Polishing
The saw body of the saw blade is polished to acquire a good smooth surface. This is done to get a good finish but mainly to minimize the friction and to reduce coating of resin during usage. Polishing is performed in an automatic polishing machine to ensure accurate and even grinding pressure on both sides, otherwise the saw blade could become skew.

Final levelling
After polishing all saw blades are measured for flatness and tension. If needed, the saw blade is finely adjusted by final levelling and tensioning. The adjustments of flatness and tension are essential to achieve a long lifespan of the saw blade along with a great cutting performance.

Final inspection
Inspections and measurements are performed throughout the manufacturing process. This is done to discover contingent mistakes as early as possible. To assure a high quality, all saw blades are finally inspected before sending them to the customer. The final review is to verify that the saw blade’s stated specifications are met

Laser marking
All saw blades have a laser marking with logotype and information regarding type of saw blade, production data, batch number and the date of manufacturing. Non-customer specific saw blades are placed in our finished goods inventory with more than 70 000 articles.

Packing
The saw blade is put into individual boxes.
Delivery
And finally, the blades are delivered to our distributors for resale
